تکامل روند صیقلدهی: «افکت دریا» ("Sea Effect") در مقابل «افکت آینه دریاچه» ("Lake Mirror Effect"). بازتابِ کمی موجدار روی کاشی میتواند انتخابی از روی سَبْکشناسی باشد و ربطی به کیفیت فرآوری نداشته باشد، بلکه مربوط به مسطح بودن سطح کاشی باشد. در حال حاضر LevigaPlus از BMR برای ایجاد افکتهای کمی موجدار (Sea Effect) یا کاملاً مسطح (Lake Mirror Effect) آماده شده است. کلودیو آوانزی (Claudio Avanzi)، BMR (اِسکانْدیانو، ایتالیا)
BMR راهبری خود را در بخش انتهای خط سرامیک تقویت میکند و در حال توسعه فناوریهای پیشرفته هم برای فرآیند گونیا کردن (squaring) و هم برای فرآیند پولیشکاری و صیقلدهی (lapping) است. تأیید اسلبها در بازارهای اصلیِ بینالمللی نیز با انعطافپذیریِ ابعادی و حرکتی دستگاههای BMR مورد توجه قرار گرفته است که امکان کار کردن را هم با سایز بزرگ و هم با سایز متداول mm 600×600 فراهم میسازد.
یک مزیت بزرگ در مهندسی دستگاه، امکان به دست آوردنِ چندین سرویس گونیا کردن و صیقلدهی در یک خط منفرد است. این تطبیقپذیری، بیشتر برای فرآیند صیقلدهی و به منظور توانایی در ایجاد ترازهای مختلفِ آینهای کردن تا رسیدن به افکت «آینه دریاچه» یا آینهای کردنِ کامل بدون هیچ گونه تغییر شکل توسعه یافته است.
در حقیقت، بسته به مسطح بودنِ سطح کاشی، داشتنِ تغییر شکلهای جزئی محتمل است که باعث میشود تا بازتاب روی کاشی کمی موجدار شود.
این افکت با کیفیت فرآوری ارتباطی ندارد، زیرا با سطوحی سر و کار دارد که اختلافات مسطح بودنِ (planarity) آنها در حد چند صدم میلیمتر است: مقداری که برای چشم انسان نامحسوس است، اما در تصویر بازتاب یافته مشهود است که آن را میتوان بر اساس میزان مطلوب از صیقلدهی، مدیریت کرد.
دستگاههای پولیشکاری مدرن LevigaPlus از BMR قبلاً برای این افکتها آماده شدهاند، زیرا میتوانند با هدهای کاردکی (spatula) مختلف راهاندازی شوند و فرآیندهای مختلفی را هم روی استونور پرسلانی تکنیکال یکپارچه یا دبلشارژ صیقلدهی شده و هم روی اِستونور پرسلانی لعابدار با اِعمالِ لایههای کریستالی که امکان برداشتنِ mm 0.5 را فراهم میسازند، انجام دهند.
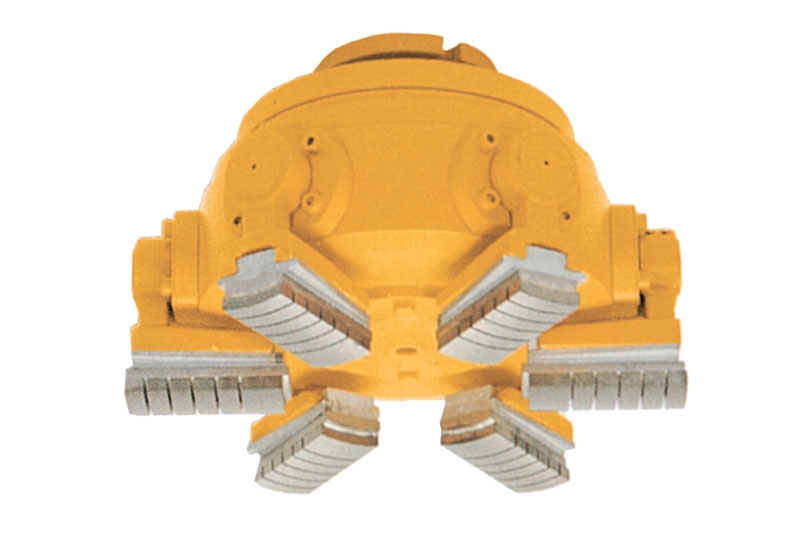
اگر یک سطح براق غیر آینهای میخواهید، صیقلدهی با هدهای کاردکی مماسی انجام خواهد شد – برای مثال PLT6 – که شیارهای بسیار کوچک سطحی را با اثر پولیشکاری از بین میبرد.
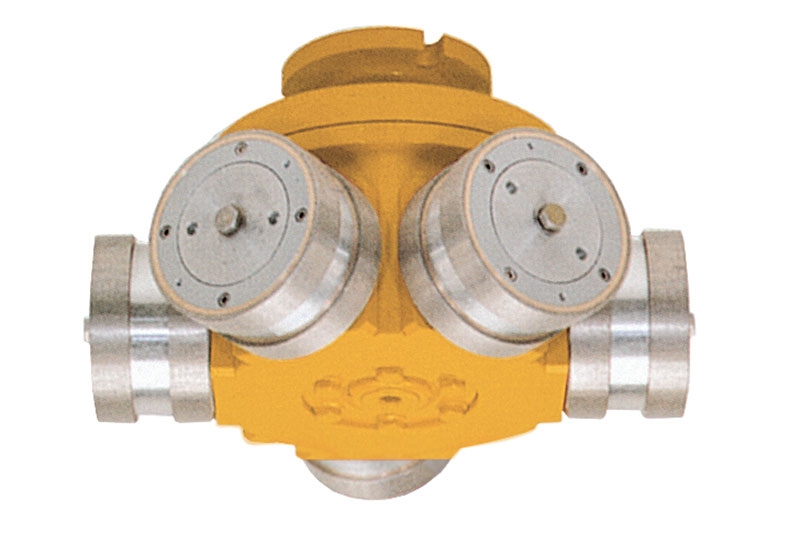
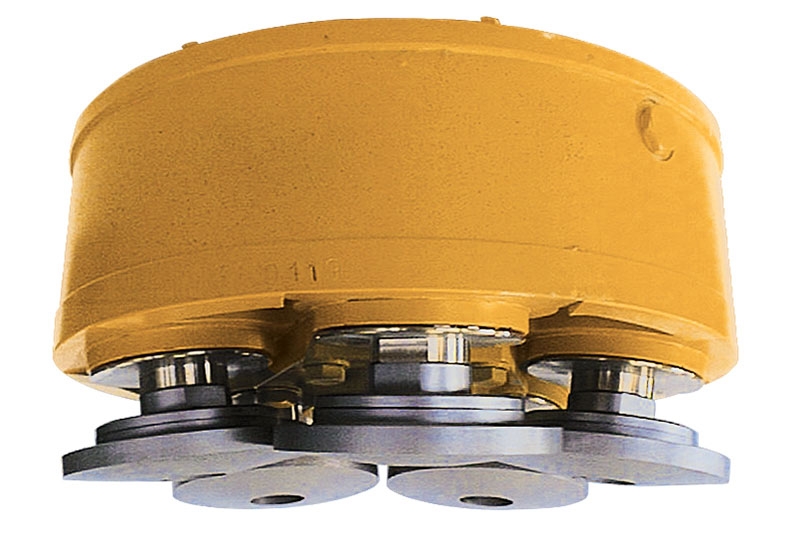
افکت «آینه دریاچه» با نصب از 4 تا 6 هد ماهوارهای (مانند PLS5) در نخستین موقعیتهای صیقلدهی یا هدهای استوانهای (مانند PCS) به دست میآید که صُلب بودن و دقت سازوکارها از مشخصات آن است که [ایجاد] یک سطح کاملاً تخت را امکانپذیر میسازند که هدهای کاردکی مماسی که به دنبال آن قرار میگیرند (مانند PLT6)، فقط شیارهایِ بسیار ریزِ سطحی با یک اثر پولیشکاری را برطرف میکنند.
|
اِستونور پرسلانی تکنیکال |
اِستونور پرسلانی لعابدار |
فرض: اندازههایی که از mm 1200×1200 شروع میشوند، امکان کالیبراسیون ضخامت ندارند. فناوری اسلب نیازی به کالیبراسیون ضخامت ندارد. |
|
پولیشکاری اندک |
پولیشکاری اندک روی کریستالی یا لعاب مخلوط با کریستالی |
LEVIGA 1 |
|
0.2 mm |
0.2 ÷ 0.5 mm |
برداشتن سطح |
|
60-65 |
65-70 |
جلا |
|
صیقلدهی |
صیقلدهی |
LEVIGA 2 صیقلدهی به عنوان یک سیکل از عملیات سطحی نهایی، به ما نشان میدهد که پولیشکاری نیز انجام میشود. |
|
0.1 mm |
0.1 mm |
برداشتن سطح |
|
0.3 mm |
0.3 ÷ 0.5 mm |
برداشتن کلی |
|
65 ÷ 70 |
70 ÷ 80 |
جلای نهایی |
|
برداشتن 0.6 ÷ 0.8 mm نیاز احتمالی به کالیبراسیون ضخامت |
حداقل ضخامت کریستالی قابل برداشتن 1.0 mm |
کاشی با فناوری سنتی افکت Lake mirror («آینه دریاچه») |
|
برداشتن 0.2 ÷ 0.4 mm |
حداقل ضخامت کریستالی قابل برداشتن 0.5 mm |
کاشی با فناوری اسلب افکت Lake mirror («آینه دریاچه») |
همچنین BMR قادر است تا فرایندهای اصلاح سطح متعاقب آن را انجام دهد: به طور کلی، نخستین مورد اسیدشوئی است که به منظور بر طرف کردنِ هر سایه ناشی از شستشویِ بعد از باقی ماندنِ پاک کنندههای مهاجم انجام میشود. بسته به نوع سطح، BMR دو راه حل مختلف را برای اصلاح سطح بعدی ارائه میدهد: TopCoat (که براقیت اولیه را حفظ میکند) و SuperShine که یک دستگاه اصلاح پیشرفته است و یک فرآوریِ ترمو-مکانیکی را انجام میدهد که میتواند درجه Gloss (براقیت) حاصل از صیقلدهی را تا 30 درجه و بیشتر افزایش دهد.